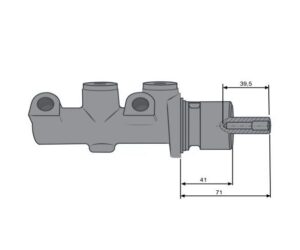
Najpopulárnejší konštrukciou filtrov, používaných na čistenie rôznych kvapalín je v súčasnosti kazetový filter, populárno nazývaný SPIN-ON. Z mnohých vonkajších rozdielov, ktorými sa líšia dnes vyrábané filtre tohto typu, môžeme na prvom mieste spomenúť rozdielnu veľkosť závitu. Práve na rozmeru závitu vo viečku a tiež podrobnosti vnútornej konštrukcie závisí použitie daného filtra v rôznych vozidlách alebo inštaláciách.

Závity ve víčkách filtrů SPIN-ON jsou vyrobeny v souladu s platnými mezinárodními standardy pro válcová závitová spojení používaná ve strojních mechanismech a konstrukcích. Filtry jsou vybaveny jak metrickými, tak palcovými závity, vyráběnými dvěma metodami, řezným obráběním nebo válcováním. U obou metod se používají podobné nástroje v podobě závitníků, které zavádíme do předem připraveného otvoru ve víku filtru. Získané závity jsou z hlediska rozměru téměr identické a naprosto nahraditelné. Rozdíl spočívá v tom, že řezací závitník odstraňuje nadbytek kovu z otvoru a vyřezává jednotlivé závity, zatímco válcovací závitník, zvaný také válcovačka závitů, tvoří jednotlivé závity plastickou deformací kovu a přemístěním plastifikovaných vrstev.


Jak v případě řezaných, tak válcovaných závitů musí mít otvor pro závit ve víku stanovený průměr, abychom po závitování získali jak správnou výšku profilu, tak průměr vrcholů profilu závitu, tedy vnitřní průměr závitu. Otvor pro závit musí být připraven tak, aby bylo zaručeno získání výšky profilu závitu mezi 60 a 75% teoretické výšky. Výroba závitů s výškou profilu větší než 75% má za následek přílišné namáhání závitníku způsobené třením, důsledkem čehož je rychlejší opotřebování nástroje a růst pravděpodobnosti jeho zničení při práci. Takto zhotovené závity se zpravidla těžko našroubovávají. Někdy je našroubování přímo nemožné vzhledem k toleranci vyrobeného šroubu.
Provedené zkoušky a testy odolnosti závitových spojení prokázaly, že po dosažení 60% výšky profilu závitu je odolnost spojení dostatečná a navíc nevykazuje podstatný nárůst při dalším zvyšování výšky profilu, který by mohl zdůvodnit zvýšení výrobních nákladů.
Přestože si mnoho osob myslí, že řezané závity mají ostré vrcholy, ve skutečnosti má vrchol profilu správně vyřezaného závitu rovný povrch. K výrobě závitu s ostrými vrcholy, který by měl 100% teoretické výšky profilu závitu, by byl nutný závitník s profilem, který by vyřezával vrcholy ve tvaru „V“, dostatečně ostrý, aby mohl řezat kov. Vyrobení takového nástroje by bylo velmi obtížné a nákladné.
Výška profilu závitu závisí na průměru připraveného otvoru. Při výrobě závitu řezáním je průměr otvoru zároveň průměrem vrcholů (vnitřním průměrem závitu). Kdyby průměr připraveného otvoru odpovídal vnitřnímu průměru závitníku, získali bychom závit se 100% výškou profilu závitu. Není to však ani nutné, ani žádoucí, jak jsme objasnili výše. Ačkoliv průměr otvoru musí být větší než teoretický průměr vrcholů závitu, musí být dostatečně malý, aby bylo možno vyrobit závit s výškou profilu mezi 60 a 75% teoretické velikosti.
Válcované závity mají ve srovnání s řezanými mnoho výhod. Základní předností je to, že během válcování závitu, tedy plastické deformace kovu v otvoru ve víku, nevznikají žádné třísky ani úlomky. Při vyřezávání závitu vznikají třísky, které mohou poškodit jak povrch závitu, tak pracovní nástroje. Před kompletací filtru je třeba navíc důkladně odstranit třísky, které vznikají při řezání, z povrchu celého víka, jinak by se později při provozu mohly dostat spolu s olejem do motoru a poškodit povrch pouzder, válců nebo ložisek.
Absence třísek činí proces válcování závitů méně citlivým na zasekávání a praskání závitníků, které jsou projektovány bez podříznutí, která tvoří rovinu náběhu řezného ostří. Válcovačka závitů (jak se jmenuje závitník pro válcování) je tak odolnějším nástrojem než řezací závitníky. Válcovačky závitů se navíc nemohou ztupit, protože nemají žádné ostří. Z těchto důvodů je životnost válcovaček závitů 3 až 20 krát větší, a proces válcování závitu probíhá 1,5 až 2 krát rychleji než výroba závitu řezáním.


| Řezací závitník | Válcovací závitník |
Odlišnost technologie válcování závitu má za následek, že na rozdíl od řezaných závitu otvor připravený k válcování závitu nemá průměr odpovídající vnitřnímu průměru hotového závitu. Otvor připravený pro válcování závitu musí mít průměr specifický pro tuto technologii, který je stanoven pro každou velikost závitu a požadovanou výšku profilu závitu po válcování.
Při válcování vzniká profil závitu v otvoru deformací horní vrstvy, která pod tlakem nástroje mění svůj tvar a vyplňuje prostor mezi závity válcovačky, a tvoří tak profil závitu. Závit získaný touto technologií má mnohem větší pevnost a trvanlivost, navíc při válcování podstatně klesá pravděpodobnost vyrobení příliš volného závitu, což se stává během řezání závitů, když je „rozbíjen“ během vzniku vůlí v ložiskách vřetena obráběcího stroje.
Charakteristickou vlastností válcovaných závitů je výskyt vydutého povrchu vrcholů závitů, který vzniká v důsledku plastické deformace vrstvy kovu v otvoru. Stává se, že osoby navyklé k rovnému povrchu vrcholů závitu, který vzniká při výrobě závitů řezáním, interpretují tuto výduť jako poškození závitu.











Komentáre